1877
Tradice výroby dlouhých válcovaných výrobků v podobě drátů ve svitcích a tyčích sahá v Třineckých železárnách (TŽ) do začátku 70. let 19. století. První drát byl vyroben v roce 1877 na staré jemné trati, která byla převezena do Třince z nedaleké Ustroně. Tuto již neexistující trať postupně nahradily redukovna a střední trať.
1960
Rostoucí poptávka po dlouhých válcovaných výrobcích dospěla v TŽ k výstavbě a zprovoznění KJT v roce 1960, zvaná také jako válcovna C, a v roce 1973 byla uvedena do provozu KDT označována jako válcovna D.
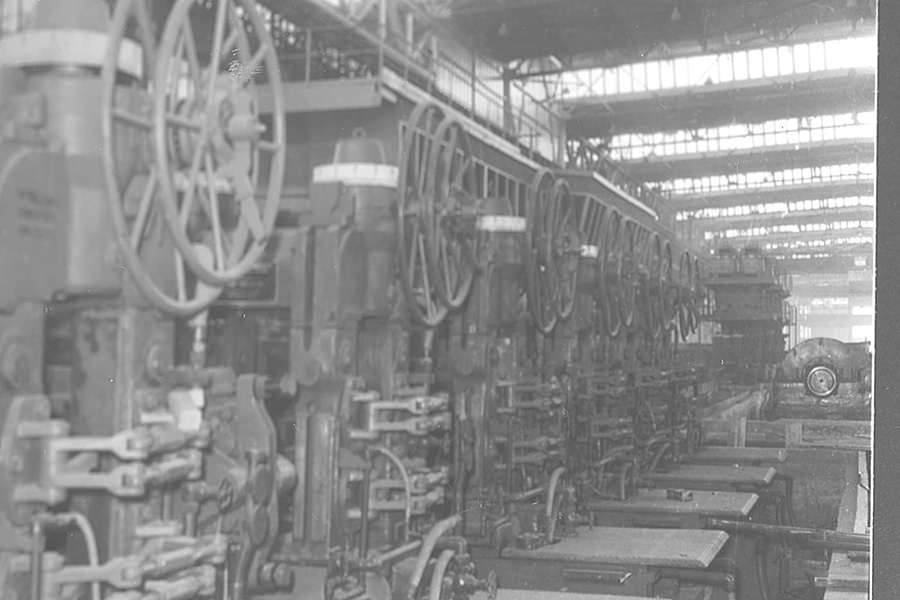
1960 – 2020 Kontijemná trať odválcovala přes 34 milionů tun výrobků
Výstavba válcovny C začala v roce 1958. Plánovaná výrobní kapacita byla 550 kt/rok při maximální válcovací rychlosti 20 m/s. V prvním roce po nájezdu dosáhla trať výroby 185 kt a ta až na tři výjimky meziročně pravidelně narůstala až do roku 1981, kdy dosáhla rekordní hodnoty 740 kt. K této výrobě se pak ještě přiblížila výkonem 739 kt v roce 1987. Nosným sortimentem byly především konstrukční a betonářské oceli.
1962 – 1964
V letech 1962 až 1964 byla postavena navíjecí linka, která umožnila válcování svitků hmotnosti cca 450 kg, v ø 12 – 26 mm. Plánovaného objemu výroby válcovna C dosáhla až v roce 1968.
1974 – 1977
Nárůst výroby se neobešel bez dílčích modernizačních akcí, jež probíhaly zvyšováním hmotnosti sochoru a to jeho prodlužováním, zvyšováním průřezu a odbavovací kapacity z chladicího lože.
Od roku 1974 došlo k rozšiřování odbavovacích valníků z 800 mm na 1000 mm a pak až na 1250 mm. V roce 1975 byly postaveny dvě nové narážecí pece, jež umožnily ohřívat sochory délky 12 m s výkonem pece 110t/hod.
V roce 1976 došlo k přístavbě 5. kompletační haly. V roce 1977 válcovna přistavěla dvě stolice A, B na předtrati, což dovolilo zvýšit průřez válcovaných sochorů z ø 80 mm postupně na ø 108 mm váhy 1 t, jež byl využíván až do poslední modernizace v roce 2003.
Proměna vsázky
Vsázkou pro dvě narážecí pece válcovny byl původně 12 m sochor kvadrátu 80 mm, předválcovaný z ingotů na blokovně 1 a staré spojité sochorové trati. V roce 1975 se přešlo na válcování ze vsázky kvadrátu 108 mm.
V roce 1989, kdy bylo do provozu uvedeno první zařízení plynulého odlévání (ZPO), byly sochory pro KJT na kvadrát 108 mm předválcovávány z kontislitků 320 x 350 mm.
Až v roce 1995 se v huti po uvedení do provozu ZPO 2, začaly vyrábět kontislitky kvadrátu 108 mm, které do roku 2003 tvořily přímou vsázku pro KJT.
Po rekonstrukci KJT se od roku 2003 jako vsázka používá kontislitek kvadrátu 150 mm délky 12 m.
Krize KJT v 90. letech
Na konci 90. let minulého století přestal být dosavadní výrobní program KJT rentabilní. Výroba žebírkových ocelí z vysokopecního železa nepřinášela potřebný zisk, kromě toho stoupaly požadavky zákazníků na kvalitativní parametry hladkých kulatin, které nešlo dosáhnout na tehdejším technologickém vybavení tratě a úpraven. Modernizace tehdy 40 let staré válcovny byla nutností.
2003
Největší změnu do výroby na Kontijemné trati Třineckých železáren (KJT) přinesla rozsáhlá modernizace v roce 2003. Ta vedla k zavedení masovější výroby kvalitních značek tyčové oceli, které se souhrnně označují jako SBQ (Special Bar Quality), včetně rozšíření rozměrového sortimentu do průměru 70 mm v hladké kulatině.
Tento jakostní sortiment oceli obsahuje širokou paletu značek oceli, a to konstrukční, oceli určené pro zušlechtění, ložiskové, řetězové, pružinové, mikrolegované, šroubárenské, nerezavějící, nástrojové. Všechny tyto druhy oceli jsou nyní zastoupeny ve výrobním programu KJT.
Do provozu válcovna po rekonstrukci uvedla novou ohřívací krokovou pec s automatickým provozem, která nahradila dvě narážecí pece. Rekonstrukcí prošlo také původní předválecí pořadí, pravé hotovní pořadí a přibylo nové přípravné pořadí, které umožnilo přejít na válcování sochorů kvadrátu 150 mm.
Pravé hotovní pořadí bylo rekonstruováno v souladu s požadavkem na zvýšení rozměrové přesnosti výrobků SBQ válcovaných až do průměru 80 mm s možností řízeného chlazení materiálu. Hlavním inovativním prvkem zde byla instalace dvoustolicového hotovního pořadí typu ASC (Automatic System Control) s možností automatické regulace rozměru. Výběhový úsek byl vybaven dvěmi rozbrušovacími pilami Braun. Levé hotovní pořadí včetně dalšího zařízení v toku materiálu zůstalo bez výraznějších změn.
2008
K významným investicím novodobé historie patřila instalace nové navíjecí linky americké firmy Morgan v roce 2008.
Současnost
Dnes má kontijemná trať nominální kapacitu 550 kt ročně a válcuje z kontilitých a válcovaných sochorů kvadrátů 150 a 155 mm převážně na pravé žíle. Levá žíla je používána jen v případě potřeby výroby okrajového sortimentu žebírkové betonářské oceli, úhelníků nebo ploché oceli. Sortiment vyráběný v tyčích je ochlazován na chladícím loži. Výrobu svitků zajišťují dvě navíječky. Trať je vybavena zařízením pro řízené ochlazování a také zařízením pro monitorování povrchové kvality výrobků za tepla.
Válcovací rychlost dosahuje maximálně 15 m/s. V loňském roce valcíři na trati vyrobili téměř 523 tisíc tun tyčí a svitků. Výrobky KJT jsou tedy druhým nejprodávanějším sortimentem Třineckých železáren. Většina produkce válcovny je dále zpracovávána v úpravnách, které plní další požadavky zákazníků, jako je žíhání, zušlechťování, loupání, rovnání, defektoskopická kontrola a další. Těmito operacemi se zvyšuje přidaná hodnota výrobků směřujících z velké části do automobilového průmyslu.
První valcíři by svůj provoz dnes možná ani nepoznali, ale právě jim a všem zaměstnancům válcovny C, kteří se během její šedesátileté historie podíleli na výrobě a postupné modernizaci, patří dík. Bez jejich angažovanosti a píle by provoz nedosáhl své dosavadní úrovně.